EIRICH observes an increasing demand for mixers for fibre concretes
For many applications, fibres are added to concretes, especially to improve the cracking and fracture behavior. The brittleness of the concrete matrix decreases when fibres are added, making the concrete more ductile and better able to resist bending stresses. Depending on the application, steel fibres, glass fibres or synthetic fibres are used, the latter also for fire protection, especially in tunnel construction. If a fire occurs, the fibres burn and leave channels through which water vapour can escape. This prevents the edge layer of the concrete component from chipping off; the steel reinforcement behind it remains protected. It is important that the fibres are homogeneously distributed in the concrete. This places high demands on the mixing technology used to mix the concrete. Eirich's mixing technology proves its worth here too.
Fibre concrete is a relatively young material; steel fibres were used for the first time around 1970, followed by glass and plastic fibres. When the mixers for concrete were invented, there were no fibre additives yet. Today's mixer designs, mostly almost identical in construction and offered by many manufacturers worldwide, are very similar to the originals more than a hundred years ago: The single-shaft mixer (around 1870), the double-shaft mixer (1888), the ring trough mixer (around 1903) and the planetary mixer (1906). In 1924, the planetary mixer was developed into the Eirich mixer with horizontal mixing vessel, and in 1972 the mixer with inclined mixing vessel was developed further. In contrast to the planetary mixer, the Eirich mixer has a mixing pan rotating around a vertical axis and an eccentrically arranged mixing tool.
The mixers based on inventions from 1870 to 1906 have the characteristic that the mixing tools in the mixing vessel run close to the floor or wall. The mixing tools transport the material to be mixed, even peripheral areas must be covered. Especially to keep friction-related wear within limits, the tool speeds are low, often only 1.5 m/s.
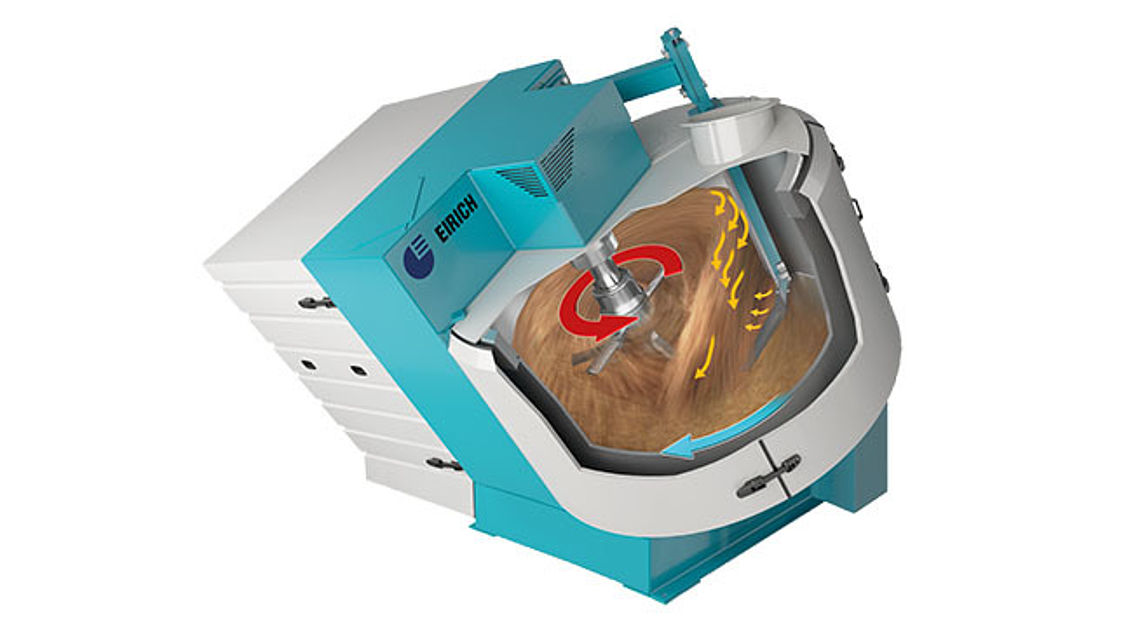
In the Eirich mixer, a rotating container transports the material to be mixed. This material is fed to the mixing tool, called a agitator. In sizes from 1 litre to 3000 litres, only one single agitator tool is required. Only in larger mixers are several agitators installed, e.g. 4 agitators for 12 m³ net capacity.
A characteristic feature of this mixing system is that the agitator only needs two small, non-contact floor cleaning knives to keep the bottom of the mixing pan free of deposits. The power dissipation via friction and thus also the wear of the bottom is therefore very low (which is why Eirich mixers do not need ceramic linings). This also allows high tool speeds, with correspondingly high power input. The agitator can run at tool speeds of up to 30 m/s, if required for the task at hand. It goes without saying that added fibres - be it short or long fibres - can be separated and distributed more easily at higher tool speeds, and lump formation - known in technical jargon as hedgehog - can be prevented. It is possible to work at several different speeds within a batch and thus select the optimum speed and thus the appropriate power input for each processing step of the mixing regime.
In addition: Each mixing process is superimposed by a segregation process, essentially caused by centrifugal forces, especially when the components of the mixed material have different densities and grain sizes - as is the case with concrete. Investigations on concrete mixers were carried out as early as 1980, with the result that it is not possible to mix for an arbitrary length of time because the mixing quality then decreases again. This is also the reason why concrete standards do not specify that concrete should be mixed "well", but only until the mixture appears uniform. It is therefore often not possible to achieve the optimum mix quality.
With the Eirich mixer, on the other hand, complete mixing is achieved during a single rotation of the container. The product, which is locally segregated by the agitator during the throwing process, is back-mixed by the permanent circulation movement, so the mixer mixes without segregation. This means that the product can subsequently be mixed for as long as the respective task requires it.
Many manufacturers of precast concrete elements today use the best available technology - mixing technology from Eirich. It should be noted that the term "concrete" is also used for fibre concrete when the maximum grain size is less than 4 mm. Such fibre concretes are particularly demanding in terms of mixing technology. The glass fibre concrete panels for the façade of the Johannesburg Stadium, which was built for the 2010 World Cup, were also produced using Eirich mixing technology. The design of the façade was to be reminiscent of a traditional African drinking vessel. The 40,000 glass fibre concrete panels in various African colours were supplied by the Austrian company Rieder Smart Elements with production facilities in Kolbermoor, near Rosenheim, Upper Bavaria, Germany.
Eirich has recently been receiving a number of enquiries from precast manufacturers who want to produce high-quality and uniform (fibre) concrete. In addition to mixing technology, fully automatic fibre dosing for small and large quantities is also of interest, for which Eirich can offer proven solutions.
Further information:
Contact: Stefan Berberich stefan.berberich@eirich.de